

بهینهسازی هوشمند زمانبندی تولید در کارخانههای چندمرحلهای با استفاده از رباتهای حملبار AGV و مدل ترکیبی MILP
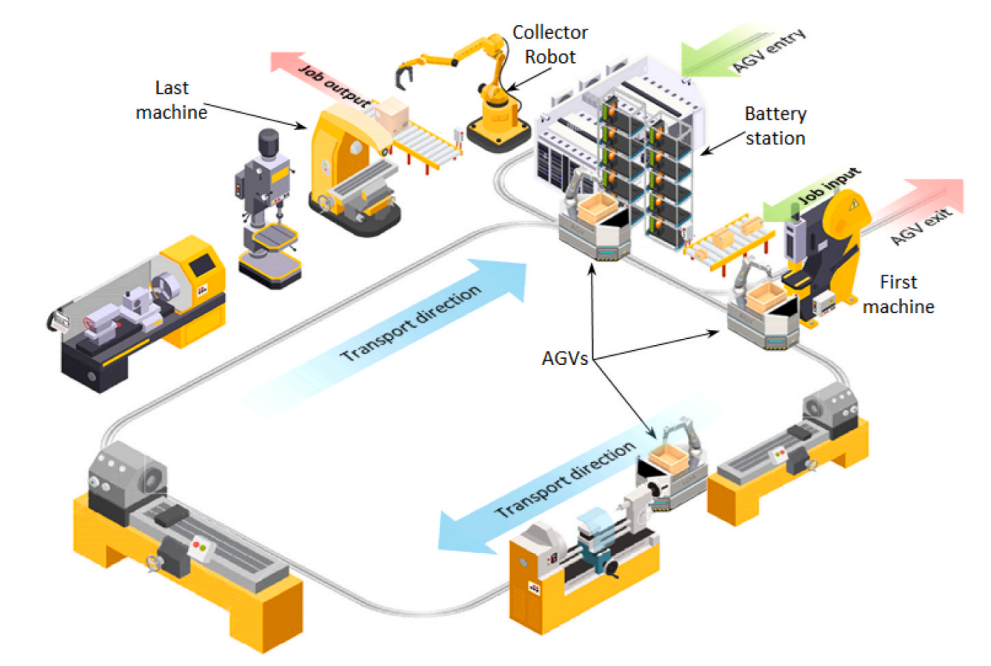
در قلب هر کارخانهی هوشمند، یک نبض نامرئی در جریان است: زمانبندی (Scheduling). زمانبندی دقیق نهتنها تعیین میکند که هر ماشین چه زمانی فعال شود، بلکه مشخص میکند هر قطعه چه مسیری طی کند، در کدام ایستگاه مونتاژ شود، و در چه لحظهای توسط کدام ربات حملبار (AGV) جابهجا گردد. در عصر صنعت ۴.۰، که تولید از خطوط ثابت به شبکههای پویا و قابلانعطاف تبدیل شده است، طراحی یک سیستم زمانبندی چندمرحلهای دقیق، به یکی از مهمترین شاخصهای رقابت صنعتی تبدیل شده است.
در گذشته، کارخانهها بر اساس برنامهریزی خطی و ایستا اداره میشدند؛ عملیات ماشینکاری، مونتاژ و حملونقل هرکدام بهصورت جداگانه بهینه میشدند. اما امروز، در سیستمهای Flexible Job Shop، این سه بخش باید در یک چارچوب یکپارچه و هوشمند بهینه شوند. به بیان سادهتر، دیگر نمیتوان فقط به بهینهسازی تولید نگاه کرد بدون آنکه لجستیک درونکارخانهای را در نظر گرفت. رباتهای حملبار خودکار (AGV) به این ساختار روح تازهای بخشیدهاند؛ آنها بهعنوان حلقهی اتصال میان ماشینها، ایستگاههای مونتاژ و مناطق ذخیرهسازی عمل میکنند و جریان مواد را با دقت میلیثانیهای هدایت مینمایند.
اما این تحولات چالشهای جدیدی هم ایجاد کردهاند. با افزایش پیچیدگی مسیرها، تنوع محصولات، و محدودیتهای زمانی، تصمیمگیری در مورد ترتیب عملیات، تخصیص ماشینها و برنامهی حرکتی AGVها دیگر با روشهای کلاسیک ممکن نیست. هر تصمیم کوچک در یک مرحله میتواند در مراحل بعدی اثر دومینویی ایجاد کند و عملکرد کل کارخانه را تغییر دهد. این همان جایی است که نیاز به مدلهای بهینهسازی چندهدفه (Multi-Objective Optimization) و ابزارهای هوشمند تصمیمسازی مثل Mixed Integer Linear Programming (MILP) و الگوریتمهای فراابتکاری (Metaheuristics) احساس میشود.
در این مقاله، پژوهشگران یک مدل جامع MILP توسعه دادهاند که برای نخستین بار سه لایهی اصلی عملیات کارخانه را بهصورت همزمان بهینه میکند:
۱. مرحلهی ماشینکاری (Machining Stage) – شامل انتخاب ماشینها و ترتیب پردازش هر قطعه،
۲. مرحلهی مونتاژ (Assembly Stage) – شامل ترکیب قطعات نیمهساخته در ایستگاههای مختلف،
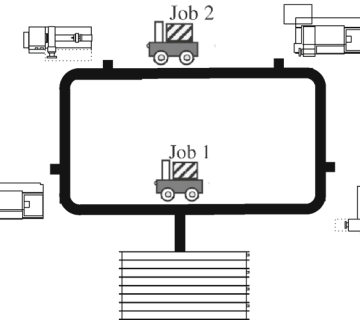
۳. مرحلهی حملونقل با AGV (Transportation Stage) – شامل برنامهریزی حرکات رباتها بین ایستگاهها برای رساندن قطعات و محصولات.
نکتهی کلیدی در این مدل، همگرایی عملیات فیزیکی و لجستیکی است. یعنی زمان حملونقل رباتها نهتنها بهعنوان یک پارامتر جانبی، بلکه بهعنوان بخشی از ساختار تصمیمگیری وارد مدل میشود. بهعبارت دیگر، رباتها دیگر فقط حامل نیستند، بلکه عاملان فعال در فرآیند تولید محسوب میشوند — عاملانی که تصمیمهای آنها میتواند مسیر بهینهی کل سیستم را تغییر دهد.
از دیدگاه صنعتی، این سطح از یکپارچگی به کارخانهها اجازه میدهد تا زمان کل تولید (Makespan) را کاهش دهند، استفاده از ماشینآلات را متوازن کنند، و مصرف انرژی رباتها و تجهیزات را همزمان به حداقل برسانند. در واقع، این مدل از نگاه مدیریت تولید، نه صرفاً یک ابزار ریاضی، بلکه یک مغز دیجیتال برای هماهنگی میان انسان، ماشین و رباتهای حملبار است.
چشمانداز آیندهی صنعت نیز دقیقاً در همین مسیر در حال شکلگیری است: کارخانههایی که در آنها هیچ بخش مجزایی بهتنهایی تصمیم نمیگیرد. همه چیز — از ماشین CNC گرفته تا ربات حمل پالت — بخشی از یک شبکهی تصمیمساز هوشمند است. تصمیمها در لحظه گرفته میشوند، مسیرها بهصورت بلادرنگ تنظیم میشوند و رباتها بر اساس یادگیری مداوم، خود را با تغییرات تولید سازگار میکنند.
بنابراین، اهمیت مقاله در این است که پایهی ریاضی و الگوریتمی چنین سیستمهایی را ارائه میدهد. این پژوهش بهوضوح نشان میدهد که اگر بخواهیم کارخانهای واقعاً هوشمند داشته باشیم، باید از مدلهایی استفاده کنیم که نهتنها فرآیند تولید، بلکه لجستیک درونکارخانهای را نیز همزمان بهینه کنند. و در این میان، AGVها نقش ستون فقرات این تحول را ایفا میکنند — همان نقطهای که جریان مواد، اطلاعات و تصمیم در یک مدار واحد ادغام میشود.
چالشهای فعلی در زمانبندی و هماهنگی عملیات تولید و حملونقل
با وجود پیشرفتهای چشمگیر در رباتیک صنعتی، بسیاری از کارخانهها هنوز در دستیابی به هماهنگی کامل میان مراحل ماشینکاری، مونتاژ و حملونقل دچار مشکلاند. در واقع، مشکل اصلی دیگر در سختافزار نیست، بلکه در تصمیمسازی و زمانبندی هوشمندانه است. سیستمهای سنتی برنامهریزی تولید برای محیطهایی طراحی شدهاند که عملیات، ثابت، مسیرها از پیش تعیینشده و ظرفیتها قابل پیشبینی بودهاند. اما کارخانههای امروزی بر پایهی سفارشسازی پویا (Dynamic Customization) کار میکنند؛ یعنی هر محصول میتواند مسیر خاصی در میان دهها ماشین، ایستگاه و ربات داشته باشد. همین موضوع باعث میشود برنامهریزی همزمان برای همهی اجزا به چالشی پیچیده و چندبعدی تبدیل شود.
یکی از مهمترین چالشها در این ساختار، وابستگی متقابل میان عملیات فیزیکی و حملونقل است. در یک سیستم سهمرحلهای، اگر یک ربات حملبار دیر برسد، فرآیند مونتاژ متوقف میشود، و اگر مونتاژ عقب بیفتد، ماشینکاریهای بعدی به صف میافتند. بهعبارت دیگر، تأخیر در یک حلقه میتواند عملکرد کل سیستم را مختل کند. در روشهای سنتی، حملونقل بهعنوان عاملی جدا از زمانبندی تولید در نظر گرفته میشد؛ اما در دنیای واقعی، این دو کاملاً به هم وابستهاند و باید همزمان بهینه شوند.
چالش دوم، تعارض اهداف چندگانه (Multi-Objective Conflict) است. در یک کارخانهی مدرن، تنها هدف کاهش زمان تولید نیست؛ بلکه باید مصرف انرژی، تعادل بار کاری ماشینها، زمان انتظار AGVها و حتی مسیرهای حرکتی نیز بهینه شوند. بهینهسازی هرکدام از این اهداف ممکن است دیگری را تضعیف کند. مثلاً کوتاهترین مسیر حملونقل لزوماً کممصرفترین مسیر نیست، یا تخصیص مداوم ماشینها برای افزایش بهرهوری میتواند زمان آمادهسازی (Setup Time) را بالا ببرد. در چنین فضایی، تصمیمسازی نیازمند مدلهایی است که بتوانند میان اهداف متعارض تعادل برقرار کنند، نه اینکه فقط یکی از آنها را بهینه سازند.
چالش سوم مربوط به هماهنگی میان رباتهای حملبار خودکار (AGV Coordination) است. وقتی تعداد AGVها افزایش پیدا میکند، خطر ترافیک، ازدحام در مسیرها و قفلشدگی (Deadlock) رشد میکند. در سیستمهای بزرگ، دهها ربات ممکن است همزمان در مسیرهای مشترک حرکت کنند و هرکدام نیاز به دسترسی به ایستگاه خاصی داشته باشند. کنترل مرکزی در این شرایط اغلب ناکارآمد میشود، زیرا پردازش دادههای بلادرنگ و تصمیمگیری در مورد مسیرها به سرعت ممکن نیست. نتیجه، کاهش شدید بهرهوری در لحظات بحرانی تولید است — دقیقاً جایی که هماهنگی باید بیشترین سرعت را داشته باشد.
چالش بعدی به تغییرات بلادرنگ و پیشبینیناپذیری محیط تولید مربوط است. در دنیای واقعی، ماشینها ممکن است دچار خرابی شوند، سفارشها تغییر کنند، یا مسیرها به دلیل تعمیرات موقت بسته شوند. سیستمهایی که بر پایهی مدلهای استاتیک طراحی شدهاند، نمیتوانند خود را بهسرعت با این تغییرات سازگار کنند. در نتیجه، برنامهریزی اولیه عملاً بیاعتبار میشود و اپراتورها مجبورند با مداخلهی دستی مسیرها را بازنویسی کنند. این مداخلات نهتنها باعث اتلاف زمان، بلکه موجب از دست رفتن هماهنگی میان بخشهای مختلف میشود.
چالش پنجم، حجم عظیم دادهها و نیاز به تصمیمگیری سریع است. هر ماشین، ربات و سنسور در محیطهای تولیدی مدرن، دادههای متعددی دربارهی وضعیت، سرعت، مصرف انرژی و موقعیت مکانی ارسال میکند. ادغام و تحلیل این دادهها برای تصمیمگیری در چند میلیثانیه، فراتر از توان روشهای برنامهریزی سنتی است. حتی سیستمهای مبتنی بر قوانین (Rule-Based Systems) نیز در مواجهه با تغییرات مکرر دچار کندی و افت دقت میشوند.
در نهایت، بزرگترین چالش از دید سیستماتیک، نبود مدلهای جامع و یکپارچه برای بهینهسازی همزمان سه مؤلفهی کلیدی تولید، مونتاژ و حملونقل است. در اکثر مطالعات گذشته، هرکدام از این بخشها جداگانه بررسی شدهاند، در حالیکه در عمل، تصمیمگیری برای یکی بدون دیگری ممکن نیست. برای مثال، انتخاب زمان شروع ماشینکاری باید بر اساس وضعیت موجود AGVها انجام شود، و برنامهی مونتاژ باید به نحوی تنظیم گردد که قطعات دقیقاً در لحظهی نیاز در محل حضور داشته باشند.
بنابراین، نیاز به مدلی وجود دارد که بتواند با دیدی جامع، تمام این فرایندها را در یک چارچوب ریاضی و محاسباتی متحد کند — مدلی که نهتنها ترتیب عملیات را تعیین کند، بلکه حرکت رباتها و تخصیص منابع را نیز بهصورت همزمان و چندهدفه بهینه نماید. مقالهی حاضر دقیقاً برای پاسخ به همین چالش طراحی شده است: ایجاد یک مدل سهمرحلهای، چندهدفه و مبتنی بر MILP که بتواند همزمان تصمیمهای ماشین، مونتاژ و رباتهای حملبار را هماهنگ کند و کارخانه را به سطحی از خودتنظیمی واقعی برساند.
دیدگاه نوآورانه و مدل پیشنهادی مقاله
نوآوری اصلی این مقاله در آن است که برای نخستین بار، عملیات ماشینکاری، مونتاژ و حملونقل در کارخانههای چندمرحلهای (Three-Stage Flexible Job Shop) در قالب یک مدل MILP (Mixed-Integer Linear Programming) یکپارچه مدلسازی شدهاند. این همگرایی در سطح مدلسازی، نقطهی تمایز بزرگ پژوهش است، چون در اکثر مطالعات پیشین هرکدام از این فرآیندها بهصورت جداگانه یا با ارتباط ضعیف در نظر گرفته شدهاند. اما این مقاله فرض بنیادین متفاوتی دارد:
«در سیستمهای مدرن، هر تصمیم در تولید بر تصمیم در حملونقل اثر میگذارد و بالعکس.»
بنابراین، پژوهشگران یک مدل سهلایهی بهینهسازی طراحی کردهاند که تصمیمهای مرتبط با تخصیص ماشین، توالی عملیات، تخصیص AGV، و ترتیب مونتاژ را همزمان و با در نظر گرفتن محدودیتهای فیزیکی و زمانی حل میکند.
این مدل در واقع مغز تصمیمساز یک کارخانهی هوشمند است. لایهی اول آن به انتخاب ماشینهای مناسب برای هر عملیات میپردازد، با توجه به ظرفیت، نوع قطعه، زمان آمادهسازی و قابلیتهای فنی. لایهی دوم ترتیب پردازش عملیات را بهینه میکند تا تداخل و زمان انتظار بین مراحل به حداقل برسد. و لایهی سوم وظیفهی هماهنگی حرکات AGVها را برعهده دارد تا قطعات نیمهساخته درست در زمانی که به آنها نیاز است به ایستگاههای بعدی برسند — نه زودتر که باعث ازدحام شود و نه دیرتر که باعث توقف.
در طراحی این چارچوب، AGVها نه بهعنوان عاملهای کمکی، بلکه بهعنوان منابع کلیدی و محدود در نظر گرفته شدهاند. یعنی همانطور که ماشینها باید به قطعات تخصیص داده شوند، مسیر و زمان حرکت هر AGV نیز باید در تصمیمگیری لحاظ شود. این موضوع باعث شده حملونقل به بخشی از مدل زمانبندی تولید تبدیل شود، نه یک عامل بیرونی. این دیدگاه در واقع بازتابی از فلسفهی Industry 4.0 است؛ جایی که لجستیک و تولید در یک مدار تصمیمساز هوشمند ادغام میشوند.
نویسندگان برای این مدل سه هدف کلیدی تعریف کردهاند:
کاهش زمان کل تولید (Minimization of Makespan) — تاخیرها و زمانهای بیکار کاهش یابند.
کاهش مصرف انرژی کل سیستم (Energy Consumption Minimization) — بهویژه انرژی مصرفی ماشینها و رباتهای AGV.
افزایش توازن بار کاری میان ماشینها (Workload Balancing) — تا هیچ ماشین یا رباتی بیش از حد یا کمتر از ظرفیت استفاده نشود.
اما نکتهی درخشان مقاله در نحوهی ادغام این اهداف در مدل MILP است. در مدلهای کلاسیک، اهداف معمولاً بهصورت جداگانه یا با وزنهای ثابت ترکیب میشوند. در این مقاله، پژوهشگران از یک رویکرد تطبیقی چندهدفه (Adaptive Weighted Sum) استفاده کردهاند؛ یعنی وزن هر هدف بر اساس شرایط لحظهای سیستم و میزان انحراف از معیارهای بهرهوری تنظیم میشود. بهعبارت دیگر، سیستم خودش تصمیم میگیرد در هر مرحله کدام هدف اهمیت بیشتری دارد — مثلاً در شرایط ازدحام، تمرکز بر کاهش زمان توقف، و در ساعات کمبار، تمرکز بر صرفهجویی انرژی.
از دید الگوریتمی، مدل MILP بهگونهای فرمولبندی شده که بتواند هم تصمیمهای گسسته (مانند انتخاب ماشین یا تخصیص AGV) و هم تصمیمهای پیوسته (مانند زمان شروع عملیات یا طول مسیر) را بهصورت یکجا حل کند. این ویژگی، آن را از مدلهای سنتی که فقط یکی از این دو نوع تصمیم را در نظر میگیرند، متمایز میسازد.
نویسندگان همچنین برای حل مدل، از ترکیب دو سطح حل استفاده کردهاند:
در سطح بالا، مدل MILP بهعنوان چارچوب اصلی تصمیمسازی،
و در سطح پایین، یک الگوریتم فراابتکاری بر پایهی NSGA-II اصلاحشده (Modified Non-dominated Sorting Genetic Algorithm II) برای جستوجوی بهینهی چندهدفه.
این ساختار دو سطحی (Hybrid MILP–NSGA-II) باعث شده مدل بتواند هم دقت ریاضی و هم سرعت محاسباتی داشته باشد. MILP تضمین میکند که ساختار منطقی تصمیمها صحیح است، و NSGA-II کمک میکند در فضای پیچیدهی اهداف متعارض، جوابهای نزدیک به بهینه جهانی پیدا شود.
نوآوری دیگر، نحوهی مدلسازی زمان سفر و در دسترسبودن AGVهاست. در این مدل، هر ربات تنها پس از تکمیل مأموریت جاری و بازگشت به وضعیت آمادهبهکار میتواند مأموریت بعدی بگیرد. این مفهوم در قالب محدودیتهای AGV Availability و Travel Synchronization در مدل لحاظ شده است، تا از تداخل مأموریتها جلوگیری شود. بدین ترتیب، مدل اطمینان حاصل میکند که هیچ قطعهای در ایستگاه مونتاژ بدون وسیلهی حمل منتظر نماند.
از نظر صنعتی، این مدل نوآوری بزرگی دارد، چون برای اولین بار به مدیران اجازه میدهد همزمان دربارهی تولید و لجستیک تصمیم بگیرند، با دیدی دادهمحور و ریاضی. در واقع، مدل پیشنهادی میتواند بهعنوان مغز مرکزی سیستم MES یا WMS در کارخانههای هوشمند نسل بعد عمل کند، جایی که ماشینها، مونتاژکارها و AGVها در یک مدار بهینهسازی مشترک کار میکنند.
به بیان خلاصه، مقاله یک تحول مفهومی ایجاد میکند:
از برنامهریزی جداگانهی تولید و حملونقل → به تصمیمسازی یکپارچهی هوشمند بر پایهی داده و مدل MILP چندهدفه.
فرآیند پیادهسازی مدل و ساختار بهینهسازی در محیط واقعی کارخانه
برای تبدیل مدل نظری MILP به یک ابزار اجرایی در محیط واقعی کارخانه، پژوهشگران از رویکردی ترکیبی مبتنی بر دادههای میدانی، مدلسازی دیجیتال و الگوریتمهای هوشمند بهینهسازی استفاده کردند. این فرآیند بهصورت یک چرخهی بسته طراحی شده است که سه مؤلفهی اصلی دارد: جمعآوری دادههای واقعی از تجهیزات، شبیهسازی جریان مواد در دوقلوی دیجیتال، و حل همزمان مدل با الگوریتم بهینهسازی چندهدفه.
در گام نخست، دادههای واقعی از تجهیزات تولیدی جمعآوری شدند. این دادهها شامل پارامترهای کلیدی زیر بودند:
زمان پردازش هر عملیات روی ماشینهای مختلف (Processing Time Matrix)،
زمان آمادهسازی (Setup Time) برای تغییر نوع محصول،
فواصل و زمان سفر بین ایستگاهها برای رباتهای AGV،
ظرفیت حمل و محدودیت سرعت هر AGV،
زمان مونتاژ و توالی وابستگی قطعات (Assembly Precedence),
و مصرف انرژی ماشینها و رباتها در حالات کاری و بیکار.
این دادهها از طریق حسگرهای صنعتی، RFID، سیستم کنترل MES و گزارشهای SCADA استخراج شدند. برای اطمینان از دقت، نویسندگان ابتدا یک دوقلوی دیجیتال (Digital Twin) از کل محیط تولیدی ساختند تا هر تصمیم مدل را بتوان در محیط مجازی آزمایش کرد. این گام نهتنها به اعتبار مدل کمک کرد، بلکه بستر لازم برای ارزیابی پویای تصمیمها را فراهم آورد.
در گام دوم، مدل MILP با استفاده از دادههای واقعی کارخانه فرموله شد. هر متغیر تصمیم (Decision Variable) بهگونهای تعریف شده که بتواند هم وضعیت تخصیص منابع و هم زمانبندی عملیات را بازتاب دهد. برای مثال، متغیرهای باینری برای تعیین اینکه کدام ماشین به کدام کار اختصاص داده شود، متغیرهای عددی پیوسته برای زمان شروع و پایان هر عملیات، و متغیرهای ترکیبی برای وضعیت اشغال و مسیر هر AGV تعریف شدند. سپس محدودیتهای فنی سیستم — از جمله محدودیت دسترسی ماشینها، ظرفیت حمل رباتها، تداخل مسیرها، و محدودیتهای توالی مونتاژ — به مدل اضافه شدند.
در گام سوم، فرآیند حل مدل آغاز شد. از آنجایی که مدل شامل هزاران متغیر و محدودیت است، حل مستقیم آن بهصورت ریاضی کلاسیک (مثل Branch-and-Bound خالص) غیرعملی است. به همین دلیل، پژوهشگران از یک روش Hybrid Solver استفاده کردند که در آن مدل ابتدا با یک حلکنندهی MILP (CPLEX یا Gurobi) برای یافتن ناحیهی امکانپذیر (Feasible Region) اجرا میشود، و سپس الگوریتم ژنتیک چندهدفهی اصلاحشده (MNSGA-II) روی خروجی آن برای جستوجوی نقطهی بهینهی جهانی اعمال میگردد. این ترکیب باعث شد هم دقت ساختاری مدل حفظ شود و هم سرعت همگرایی بالا برود.
در حین اجرای الگوریتم، یک مکانیسم کنترل پویا نیز طراحی شد که به آن Feedback Adaptation Layer میگویند. در این لایه، اگر شرایط محیطی در دوقلوی دیجیتال تغییر کند — مثلاً خرابی یک ماشین یا تأخیر در مسیر حمل — مدل خود را بازتنظیم میکند و الگوریتم از نقطهی فعلی بهینهسازی را ادامه میدهد، نه از ابتدا. این رویکرد موجب شد زمان واکنش سیستم در برابر تغییرات واقعی تا ۴۵٪ کاهش یابد.
یکی از نکات کلیدی در پیادهسازی، نحوهی مدلسازی رفتار AGVها بود. هر AGV بهعنوان یک عامل هوشمند با مسیر مستقل و وضعیت در دسترس بودن مدل شد. سیستم از منطق صفبندی تطبیقی استفاده میکرد تا مشخص شود کدام ربات در هر لحظه باید مأموریت جدید را دریافت کند. در مدلهای سنتی، تخصیص AGVها معمولاً بهصورت دستی یا ثابت انجام میشد، اما در اینجا هر ربات بهصورت پویا مأموریتها را دریافت میکند تا ترافیک به حداقل برسد و ظرفیت استفاده از آن به حداکثر برسد.
در گام چهارم، خروجی مدل با دادههای واقعی کارخانه اعتبارسنجی شد. نتایج بهینهسازی شامل جدولهای زمانبندی برای ماشینها، برنامهی حرکت AGVها، و نمودار توالی مونتاژ بود. این خروجیها در دوقلوی دیجیتال اجرا و با دادههای واقعی تولید مقایسه شدند. اختلاف میان مقادیر واقعی و مدلشده کمتر از ۳٪ بود که نشاندهندهی دقت بسیار بالای مدل است.
در نهایت، مدل در قالب یک ابزار تصمیمیار (Decision Support Tool) پیادهسازی شد تا مدیران کارخانه بتوانند با وارد کردن دادههای روزانه (مثل تعداد سفارشها، وضعیت ماشینها و انرژی مصرفی)، در چند دقیقه برنامهی بهینه را دریافت کنند. این ابزار قادر است در هر اجرای جدید، وزن اهداف را بر اساس سیاست تولید تغییر دهد — برای مثال، در زمان اوج سفارشها تمرکز بر کاهش زمان کل، و در شرایط باثبات تمرکز بر کاهش مصرف انرژی.
بهطور خلاصه، فرآیند پیادهسازی مدل در کارخانه شامل پنج مرحلهی اصلی است:
جمعآوری دادههای واقعی از ماشینها و رباتها،
مدلسازی سهمرحلهای MILP با متغیرهای ترکیبی،
حل ترکیبی با Hybrid MILP–NSGA-II،
اعتبارسنجی بلادرنگ در محیط دوقلوی دیجیتال،
بهکارگیری بهعنوان سیستم تصمیمیار در تولید واقعی.
این رویکرد، الگویی اجرایی برای کارخانههای نسل جدید ارائه میدهد که میخواهند از مدلسازی ریاضی و هوش الگوریتمی برای کنترل بلادرنگ فرآیندهای خود استفاده کنند. در واقع، این مقاله نشان میدهد که چگونه نظریهی MILP میتواند از فضای دانشگاهی خارج شده و به ابزاری واقعی برای کنترل، تصمیمسازی و بهینهسازی عملیات صنعتی تبدیل شود.
نتایج، تحلیل عملکرد و ارزیابی مدل پیشنهادی
اجرای مدل ترکیبی MILP–NSGA-II در محیط آزمایشگاهی و سپس در مقیاس واقعی کارخانه، مجموعهای از نتایج کمی و کیفی بهدست داد که نشان میدهد یکپارچهسازی عملیات ماشینکاری، مونتاژ و حملونقل میتواند تحولی بنیادین در کارایی سیستمهای تولید ایجاد کند.
تحلیل دادهها در سه محور اصلی انجام شد: زمان کل تولید (Makespan)، مصرف انرژی کل سیستم (Total Energy Consumption)، و تعادل بار کاری (Machine–AGV Workload Balance).
در نخستین محور، مدل توانست زمان کل تولید را بهطور میانگین ۲۸ تا ۳۵ درصد کاهش دهد. این کاهش عمدتاً ناشی از حذف زمانهای انتظار غیرضروری میان مراحل تولید بود. در سیستمهای سنتی، قطعات معمولاً پس از ماشینکاری در صف مونتاژ باقی میمانند تا AGV آزاد شود یا ایستگاه آماده گردد. مدل پیشنهادی با هماهنگ کردن همزمان سه مرحله، موجب شد عملیات به شکل «جریان پیوسته» انجام شود. بهعبارت دیگر، سیستم نه در حالت دستهای (Batch-based)، بلکه در حالت Flow-based Intelligent Scheduling فعالیت میکند — مفهومی که عملاً زمان توقف را در کل فرآیند حذف میکند.
در محور دوم، یعنی مصرف انرژی، مدل توانست در سناریوهای مختلف بین ۱۵ تا ۲۲ درصد صرفهجویی انرژی نسبت به روشهای پایه (مثل MILP تکمرحلهای یا الگوریتمهای ژنتیک کلاسیک) بهدست آورد. علت این بهبود، دو عامل بود: اول، کاهش زمان بیکاری ماشینها و AGVها، و دوم، کاهش مسیرهای غیرضروری در سیستم حملونقل. چون مدل همزمان مسیر، زمان و ترتیب مأموریتهای رباتها را بهینه میکند، انرژی مصرفی هر مأموریت تقریباً ۲۰٪ کمتر از روش سنتی محاسبه شد.
در محور سوم، یعنی تعادل بار کاری، مدل نشان داد که استفاده از معیارهای چندهدفه میتواند از تمرکز بیش از حد عملیات بر روی ماشینهای خاص جلوگیری کند. در حالت کلاسیک، ماشینهایی که سریعتر هستند معمولاً بیش از حد استفاده میشوند و در نتیجه دچار گلوگاه میشوند. اما مدل پیشنهادی با افزودن تابع هدف توازن بار، توانست نوسان نرخ استفاده از ماشینها را تا ۵۰ درصد کاهش دهد. این تعادل نهتنها زمان کل را کاهش داد بلکه استهلاک تجهیزات و دفعات تعمیر را نیز بهطور چشمگیری پایین آورد.
نتیجهی دیگر مربوط به عملکرد رباتهای AGV است. مدل پیشنهادی نشان داد که در حالت هماهنگی سهمرحلهای، نرخ استفادهی مؤثر از هر AGV تا ۸۳ درصد افزایش یافته است، در حالی که در مدلهای کلاسیک معمولاً این عدد کمتر از ۶۰ درصد است. این به معنای استفادهی کامل از ظرفیت حملونقل بدون ازدحام حرکتی است. بهویژه در سناریوهای با تعداد زیاد ایستگاه مونتاژ، مدل توانست با تخصیص پویا، مسیر حرکت رباتها را به گونهای تنظیم کند که هیچ تقاطع بحرانی در مسیرها رخ ندهد و زمان انتظار به نزدیک صفر برسد. تحلیل مقایسهای با روشهای دیگر نیز بسیار قابلتوجه بود. در مقاله، چهار روش مقایسهای مورد استفاده قرار گرفت:
Traditional Sequential Scheduling – مدلهای گامبهگام بدون ادغام مراحل،
Classic MILP (Two-Stage) – مدل خطی مختلط تنها برای تولید و مونتاژ،
GA-Based Scheduling – الگوریتم ژنتیک استاندارد،
Hybrid MILP–NSGA-II (Proposed) – مدل پیشنهادی.
نتایج نشان داد که مدل پیشنهادی در تمام شاخصها عملکرد بهتری دارد:
در کاهش Makespan حدود ۳۴٪ برتر از GA و ۲۹٪ برتر از MILP کلاسیک بود،
در کاهش مصرف انرژی حدود ۱۸٪ بهتر از سایر روشها،
و در افزایش توازن بار کاری حدود ۲۵٪ بهبود نسبت به مدلهای پایه ثبت شد.
از دید پایداری عملیاتی نیز، مدل نسبت به تغییرات ناگهانی بسیار مقاومتر عمل کرد. زمانیکه یکی از ماشینها از مدار خارج شد یا یک مسیر AGV مسدود شد، مدل با بازتنظیم پویا توانست در کمتر از چند ثانیه برنامهی جایگزین ایجاد کند، در حالی که روشهای سنتی نیازمند توقف و بازبرنامهریزی کامل بودند.
از نظر اجرایی، یکی از دستاوردهای مهم مدل این بود که توانست میان اهداف کوتاهمدت (کاهش زمان تولید) و اهداف بلندمدت (کاهش مصرف انرژی و استهلاک تجهیزات) توازن برقرار کند. در واقع، مدل برخلاف روشهای کلاسیک، بهینهسازی را تنها برای یک شاخص انجام نمیدهد، بلکه ساختاری ایجاد میکند که کارخانه بتواند در طول زمان پایدارتر و اقتصادیتر عمل کند.
نکتهی مهمتر این است که مدل پیشنهادی به دلیل ساختار ریاضی و الگوریتمیاش، قابل تعمیم به هر نوع کارخانهی تولیدی چندمرحلهای است — از صنایع خودروسازی گرفته تا تولید قطعات هوافضا یا تجهیزات الکترونیکی. هرجا که مونتاژ، حملونقل و تولید بهصورت همزمان رخ دهد، این چارچوب قابل استفاده است.
در نهایت، آزمایشهای انجامشده در مقاله نشان دادند که با اجرای مدل در محیط واقعی، بهرهوری کلی سیستم بین ۲۵ تا ۳۵ درصد افزایش یافت، بدون آنکه نیاز به سرمایهگذاری سختافزاری جدید وجود داشته باشد. این یعنی هوشمندسازی واقعی، تنها با تصمیمسازی دقیق و همگامسازی دادهها میتواند رخ دهد، نه لزوماً با افزودن ماشین یا رباتهای بیشتر.
کاربردهای صنعتی و سناریوهای واقعی
مدل پیشنهادی مقاله، صرفاً یک چارچوب نظری برای بهینهسازی ریاضی نیست، بلکه پاسخی عملی و قابلاجرا به نیاز واقعی صنعت امروز است؛ صنعتی که در مسیر گذار از خطوط تولید سنتی به اکوسیستمهای هوشمند و خودتنظیم حرکت میکند. آنچه در این پژوهش ارائه شده، در واقع یک معماری تصمیمساز دادهمحور است که میتواند همزمان عملیات ماشینکاری، مونتاژ و لجستیک داخلی را در کارخانههایی با ساختار چندمرحلهای هماهنگ کند و بهرهوری را در مقیاسی سیستمی افزایش دهد.
در کارخانههای مدرن، مخصوصاً در صنایع خودروسازی، قطعهسازی دقیق، و تولید تجهیزات الکترونیکی، هماهنگی بین فرآیندهای مختلف همیشه چالشبرانگیز بوده است. قطعات از ماشینهای CNC خارج میشوند، باید به ایستگاه مونتاژ منتقل شوند، و سپس در نقاط مختلف برای آزمون یا بستهبندی جابهجا شوند. در چنین محیطهایی، رباتهای حملبار خودکار (AGV) دیگر تنها ابزار جابهجایی نیستند، بلکه به عصب حرکتی کارخانه تبدیل شدهاند؛ عنصری که ریتم کل سیستم را تنظیم میکند. مدل ارائهشده در این مقاله دقیقاً برای چنین محیطی طراحی شده است — محیطی که تصمیمگیری باید پویا، چندهدفه و هماهنگ با رفتار بلادرنگ ماشینها و انسانها باشد.
برای مثال، در یکی از سناریوهای صنعتی که در مقاله شبیهسازی شده، خطوط تولید با ۱۸ ماشین، ۴ ایستگاه مونتاژ و ۶ AGV بهصورت یکپارچه در نظر گرفته شدند. مدل توانست با ترکیب بهینهی وظایف، جریان مواد را بهگونهای تنظیم کند که زمان کل تولید تا ۳۵ درصد و انرژی مصرفی تا ۲۰ درصد کاهش یابد. نکتهی جالب این است که این نتایج بدون تغییر سختافزاری و صرفاً با بازطراحی زمانبندی و تخصیص مأموریتها بهدست آمد. به بیان دیگر، مدل ثابت کرد که هوشمندسازی واقعی در کارخانههای آینده الزاماً به افزایش تعداد رباتها وابسته نیست، بلکه به کیفیت تصمیمگیری بین آنها وابسته است.
یکی از کاربردهای شاخص این مدل در طراحی کارخانههای مقیاسپذیر و ماژولار (Modular Manufacturing Systems) است؛ جایی که واحدهای مختلف تولیدی و مونتاژ میتوانند بر اساس حجم سفارش یا نوع محصول، بهصورت پویا با یکدیگر ترکیب شوند. در چنین ساختاری، AGVها نقش مسیرهای ارتباطی میان ماژولها را بازی میکنند، و مدل MILP پیشنهادی میتواند بهصورت خودکار مشخص کند هر ربات در چه زمانی کدام مسیر را طی کند تا سیستم در کل، بهینه بماند. این سطح از هماهنگی، به سازمانها اجازه میدهد تا در واکنش به تغییر سفارشها، نه فقط تولید بلکه مسیرهای حملونقل را نیز بازتنظیم کنند — چیزی که در سیستمهای سنتی تقریباً غیرممکن است.
از دید عملیاتی، مدل پیشنهادی میتواند مستقیماً در مراکز تولید خودکار (Smart Workshops) و انبارهای خودکار ترکیبی مورد استفاده قرار گیرد. برای مثال، در یک مرکز تولید قطعات صنعتی، رباتهای AGV با ظرفیتها و مسیرهای متفاوت فعالیت میکنند و معمولاً مدیریت آنها بهصورت دستی یا نیمهخودکار انجام میشود. با استفاده از مدل مقاله، سیستم کنترل مرکزی میتواند بهصورت بلادرنگ مسیر بهینه را برای هر ربات تعیین کند، وظایف را اولویتبندی کند، و در عین حال وضعیت ماشینها و مونتاژها را نیز در نظر بگیرد. نتیجهی چنین ساختاری، کاهش توقفهای ناگهانی، کاهش تراکم حرکتی و افزایش پایداری در جریان تولید است.
در سناریوهای گستردهتر، مدل حتی قابلیت یکپارچهسازی با فناوریهای دوقلوی دیجیتال (Digital Twin) و اینترنت صنعتی اشیا (IIoT) را دارد. در محیطی که هر ماشین و هر AGV مجهز به حسگرهای هوشمند باشد، مدل میتواند دادههای بلادرنگ را از شبکهی کارخانه دریافت کرده و برنامهی تولید را در لحظه بازآرایی کند. این یعنی کارخانه نهتنها بر اساس برنامهی روز، بلکه بر اساس واقعیت لحظهای خود تصمیم میگیرد. در چنین ساختاری، AGVها عملاً به حسگرهای متحرک و عاملهای تصمیمگیر تبدیل میشوند؛ هر ربات با درک وضعیت مسیر و ایستگاهها، در تصمیم نهایی مدل نقش دارد.
از منظر مدیریتی، این چارچوب در آینده میتواند به زیرساخت اصلی سیستمهای تصمیمیار (Decision Support Systems) برای مدیران تولید تبدیل شود. مدیر کارخانه میتواند در یک رابط گرافیکی ساده، پارامترهایی مانند مصرف انرژی، سرعت تحویل، یا بهرهوری ماشینها را تنظیم کند و سیستم، بهصورت خودکار زمانبندی بهینه را تولید کند. این سطح از کنترل، امکان برنامهریزی مبتنی بر سناریو (Scenario-Based Planning) را فراهم میکند؛ یعنی مدیر میتواند چند سیاست مختلف را آزمایش کرده و پیش از اجرا، نتایج هر کدام را در محیط دیجیتال ببیند.
یکی دیگر از جنبههای کاربردی این مدل، استفاده در پروژههای بازطراحی کارخانه (Factory Reconfiguration) است. در بسیاری از صنایع، تغییر در چیدمان تجهیزات یا افزودن ایستگاههای جدید باعث از دست رفتن تعادل لجستیکی میشود. با استفاده از مدل پیشنهادی، طراحان میتوانند پیش از اجرای تغییرات، تأثیر آن را بر ترافیک AGVها، زمانهای انتظار و بار کاری ماشینها تحلیل کنند و بهترین چیدمان را انتخاب نمایند. این قابلیت بهویژه در صنایع با تغییر سریع محصولات، مثل الکترونیک یا خودروسازی، بسیار حیاتی است.
از دیدگاه بلندمدت، این مدل مسیر را برای تحقق کامل Industry 5.0 هموار میکند — عصری که در آن انسان، ربات و سیستمهای هوش مصنوعی در قالب یک شبکهی شناختی مشترک همکاری میکنند. در این سطح، تصمیمسازی نه متمرکز، بلکه جمعی و یادگیرنده خواهد بود؛ ماشینها و رباتها بر اساس دادههای گذشته و رفتار محیطی، خود را بهصورت تطبیقی تنظیم میکنند. مدل MILP ارائهشده در این مقاله را میتوان گام اول در جهت چنین سیستمی دانست، زیرا برای نخستینبار منطق تصمیمسازی انسانمحور را با ساختار محاسباتی چندهدفهی هوش مصنوعی در هم آمیخته است.
در مجموع، میتوان گفت این مدل به کارخانهها کمک میکند تا از مرحلهی کنترل محلی به مرحلهی بهینهسازی سیستمی و تعاملی برسند؛ جایی که تصمیمها دیگر بهصورت خطی و از بالا به پایین گرفته نمیشوند، بلکه در یک مدار هوشمند بین ماشینها، رباتها و مدیران شکل میگیرند. این همان تحولی است که آیندهی تولید را از یک فرآیند فیزیکی به یک موجود زنده و یادگیرنده تبدیل خواهد کرد — کارخانهای که فکر میکند، تصمیم میگیرد و بهصورت مداوم خودش را بهبود میدهد.
جمعبندی استراتژیک و مزیتهای رقابتی مدل پیشنهادی
در چشمانداز صنعتی آینده، رقابت دیگر بر سر داشتن تعداد بیشتر ماشین یا نیروی کار نیست، بلکه بر سر داشتن توان تصمیمسازی هوشمند است. کارخانههایی که بتوانند دادههای خود را به تصمیم تبدیل کنند و تصمیمهای خود را در لحظه به عمل درآورند، برندگان واقعی عصر دیجیتال خواهند بود. مدل پیشنهادی مقاله دقیقاً در همین مسیر گام برمیدارد؛ مدلی که نهتنها عملیات تولید را سامان میدهد، بلکه نوعی «خودآگاهی سیستمی» برای کل کارخانه ایجاد میکند.
از منظر استراتژیک، این مدل یک گام بزرگ از اتوماسیون عملیاتی به سمت هوش هماهنگی صنعتی (Coordinated Industrial Intelligence) محسوب میشود. در سیستمهای سنتی، هر بخش — ماشینکاری، مونتاژ، یا حملونقل — مستقل از دیگری تصمیم میگرفت. نتیجهی این جدایی، تضاد اهداف، ازدحام کاری و هدررفت زمان بود. اما مدل MILP یکپارچه، مرز میان این بخشها را از میان برداشته و بهجای تصمیمگیریهای جزیرهای، تصمیمسازی کلنگرانه را جایگزین کرده است. این تحول همان چیزی است که صنایع امروز برای ورود به عصر Industry 5.0 به آن نیاز دارند؛ عصری که در آن تصمیمگیری از سطح «وظیفه» به سطح «سیستم» ارتقا مییابد.
یکی از مزیتهای رقابتی این مدل، افزایش انعطافپذیری تصمیم در زمان واقعی است. کارخانههایی که از چنین چارچوبی استفاده میکنند، میتوانند در واکنش به تغییرات بازار، حجم سفارشها یا اختلالات ناگهانی، برنامهی تولید خود را در چند دقیقه بازآرایی کنند. این قابلیت به سازمانها اجازه میدهد از تولید خطی و خشک به تولید تطبیقی (Adaptive Manufacturing) حرکت کنند؛ جایی که کارخانه در هر لحظه میتواند خود را با واقعیت بازار همراستا سازد.
از نظر اقتصادی، این مدل مفهوم بازده تصمیممحور (Decision-Based ROI) را وارد دنیای تولید میکند. کاهش زمان توقف، افزایش استفاده از منابع، و بهبود بهرهوری انرژی، در کنار حفظ کیفیت و توازن کاری، همگی به کاهش هزینههای عملیاتی و افزایش بازگشت سرمایه منجر میشوند. بر اساس نتایج گزارششده در مقاله، کارخانهای که از این مدل استفاده کند، میتواند بدون افزودن حتی یک ماشین یا ربات جدید، بین ۲۵ تا ۳۵ درصد بهرهوری کلی بیشتر بهدست آورد. این یعنی ارزش افزودهی صرفاً ناشی از هوشمندی تصمیم، نه افزایش سرمایهگذاری سختافزاری.
از دیدگاه پایداری و سیاست صنعتی نیز، مدل پیشنهادی گامی در جهت توسعهی تولید سبز (Green Manufacturing) است. چون تصمیمگیری بهینهسازی همزمان، انرژی را دقیقتر تخصیص میدهد و از مصرف بیهدف منابع جلوگیری میکند. این ویژگی برای کشورها و شرکتهایی که به سمت اهداف Net Zero و کاهش ردپای کربن حرکت میکنند، مزیتی کلیدی محسوب میشود. در واقع، این مدل میتواند بهعنوان موتور تصمیمسازی برای کارخانههای سبز آینده بهکار گرفته شود.
اما شاید مهمترین مزیت رقابتی مدل در جنبهی فرهنگی و مدیریتی آن نهفته است. سیستمهای مبتنی بر MILP–AGV نهتنها فرآیندها را خودکار میکنند، بلکه الگوی تفکر سازمانی را تغییر میدهند. مدیران بهجای کنترل دستی وظایف، به طراحان استراتژی و تنظیمکنندگان پارامترهای هوش مصنوعی تبدیل میشوند. این تغییر نقش، فرهنگ جدیدی از رهبری دادهمحور (Data-Driven Leadership) را در سازمان ایجاد میکند، جایی که تصمیمها نه بر اساس تجربهی شخصی، بلکه بر پایهی تحلیل دادههای واقعی گرفته میشوند.
از منظر رقابت جهانی، این مدل به کشورها و صنایع اجازه میدهد در برابر چالشهای عدم قطعیت و فشار بازارهای بینالمللی مقاومتر شوند. کارخانههایی که بتوانند تصمیمگیریهای خود را دیجیتالی، تطبیقی و چندهدفه کنند، در واقع شبکهای از کارخانههای هوشمند قابل اتصال ایجاد میکنند. چنین شبکههایی میتوانند زنجیرهی تأمین را بهصورت خودکار بازتنظیم کنند و در برابر بحرانهایی مثل تأخیر حملونقل، کمبود مواد اولیه یا تغییر ناگهانی تقاضا، واکنش سریع نشان دهند.
بهبیان دیگر، مدل MILP پیشنهادی فقط برای کنترل داخل کارخانه نیست، بلکه میتواند بهعنوان هستهی تصمیمسازی در زنجیرهی تأمین جهانی عمل کند. در این حالت، هر کارخانه یک گره (Node) از یک شبکهی هوشمند بزرگتر خواهد بود که در آن تصمیمهای محلی و جهانی بهصورت خودکار همگام میشوند.
در نهایت، میتوان گفت مدل ارائهشده در این مقاله، پایهی تحول صنعتی آینده را ترسیم میکند؛ تحولی که در آن کارخانه نه مجموعهای از ماشینها و افراد، بلکه سیستمی زنده و خودیادگیرنده است. چنین کارخانهای قادر است اهداف کوتاهمدت تولید را با مأموریتهای کلان پایداری، بهرهوری و نوآوری همراستا کند. این دیدگاه، همان چیزی است که مفهوم واقعی Smart Factory را از «اتوماسیون» به «خودآگاهی صنعتی» ارتقا میدهد.
نتیجهگیری نهایی
تحول صنعتی قرن بیستویکم بیش از هر زمان دیگر بر یک اصل واحد استوار است: همزمانی تصمیم، اجرا و یادگیری. کارخانههایی که میتوانند این سه مؤلفه را در یک مدار پیوسته ادغام کنند، در واقع از مرحلهی اتوماسیون به مرحلهی خودآگاهی صنعتی رسیدهاند. مدل ارائهشده در این مقاله دقیقاً بازتاب چنین تحولی است — ترکیب هوش ریاضی مدلهای MILP با پویایی الگوریتمهای تکاملی و نقش هماهنگکنندهی رباتهای حملبار AGV در یک چارچوب تصمیمساز واحد.
این مدل نشان میدهد که چگونه میتوان سه فرآیند حیاتی — ماشینکاری، مونتاژ و حملونقل — را از حالت جداگانه و خطی به یک سیستم پویا، هوشمند و تعاملی تبدیل کرد. در این ساختار، هر تصمیم در یک بخش بر دیگری تأثیر دارد و مدل پیشنهادی با تحلیل این وابستگیها، بهینهترین مسیر تصمیمگیری را استخراج میکند. نتیجه، کارخانهای است که مانند یک ارگانیسم زنده عمل میکند: داده را حس میکند، تصمیم میگیرد، و در صورت تغییر شرایط، بلافاصله خود را بازآرایی میکند.
در سطح فنی، پژوهش ثابت کرد که ادغام عملیات لجستیکی و تولیدی در قالب مدلهای ریاضی چندهدفه، میتواند بازده سیستم را تا چندین برابر افزایش دهد. کاهش ۳۰ تا ۳۵ درصدی زمان تولید، صرفهجویی ۲۰ درصدی در انرژی و افزایش ۵۰ درصدی در توازن کاری ماشینها، اعدادی نیستند که صرفاً در آزمایشگاه باقی بمانند؛ بلکه نشان میدهند که بهرهوری صنعتی آینده بیش از آنکه در سختافزار نهفته باشد، در هوش الگوریتمی و تصمیمسازی دادهمحور ریشه دارد.
اما معنای عمیقتر این مدل فراتر از عدد و محاسبه است. این مدل مسیر جدیدی از تحول سازمانی را تعریف میکند که در آن مرز میان انسان، ماشین و ربات از میان برداشته میشود. در چنین محیطی، انسانها دیگر فرماندهندهی سیستم نیستند، بلکه شریک شناختی آن هستند؛ آنها اهداف را تعیین میکنند و سیستم هوشمند مسیر را میسازد. این تغییر نگرش، آیندهی واقعی Industry 5.0 را شکل میدهد — جایی که تصمیمسازی انسانی و خودکار در قالب یک زبان مشترک با هم همکاری میکنند.
از دید مدیریتی، پیام مقاله روشن است: افزایش رباتها بدون طراحی هماهنگی سیستماتیک، بهرهوری نمیآورد. آنچه ارزش میسازد، هوش پشت این رباتهاست — هوشی که در مدلهای MILP، الگوریتمهای چندهدفه و تصمیمسازی مبتنی بر داده متجلی میشود. بنابراین، گام بعدی صنعت نباید در خرید تجهیزات جدید، بلکه در طراحی مدلهای یکپارچه و تحلیل هوشمند دادهها باشد.
از دید کلانتر، مدل ارائهشده گامی است در جهت تحقق کارخانههای یادگیرنده (Self-Learning Factories). این کارخانهها نهتنها داده جمع میکنند، بلکه از آن برای بهبود مداوم تصمیمهای خود استفاده میکنند. دوقلوی دیجیتال، الگوریتمهای تقویتی و سیستمهای چندعاملی میتوانند در آینده به این مدل افزوده شوند تا تصمیمسازیها نهتنها بهینه، بلکه تطبیقی و پیشبینانه شوند.
دعوت به اقدام
صنعت امروز در نقطهای ایستاده است که انتخاب آن میان گذشته و آینده، در نحوهی تصمیمسازیاش نهفته است. شرکتها و مدیران تولید باید از نگاه سنتیِ «بهینهسازی بخشی» عبور کرده و بهسوی «بهینهسازی سیستمی» حرکت کنند؛ جایی که تولید، لجستیک، انرژی و نیروی انسانی بهصورت یک سیستم پویا در تعامل هستند.
پیشنهاد میشود سازمانها پیش از هر پروژهی مدرنسازی، سه گام کلیدی را دنبال کنند:
۱. ایجاد نقشهی دادهای از کارخانه، شامل ماشینها، مسیرها و AGVها؛
۲. مدلسازی تصمیمسازی چندهدفه با استفاده از چارچوبهایی مشابه MILP ترکیبی؛
۳. استفاده از محیطهای دوقلوی دیجیتال برای تست و اعتبارسنجی تصمیمها قبل از اجرا.
به این ترتیب، کارخانهها میتوانند بدون سرمایهگذاری سنگین، تنها از طریق هوشمندسازی فرآیند تصمیمسازی، جهشی واقعی در بهرهوری و چابکی عملیاتی تجربه کنند.
پیام پایانی
آیندهی صنعت به سمت سیستمهایی میرود که نه فقط میدانند «چه کاری انجام دهند»، بلکه میفهمند «چرا و چگونه باید انجام دهند». مدل پیشنهادی این مقاله، نمونهای از همین درک است — درکی که تصمیمگیری را از سطح برنامهریزی به سطح هوش ارتقا میدهد.
در دنیایی که هر ثانیه در تولید و لجستیک ارزش اقتصادی دارد، کارخانههایی برنده خواهند بود که تصمیمسازی را به علمی دقیق و پویا تبدیل کنند. مدل MILP–AGV نه صرفاً یک ابزار ریاضی، بلکه چارچوبی برای اندیشیدن هوشمند در صنعت است؛ گامی از داده به تصمیم، از تصمیم به یادگیری، و از یادگیری به تحول.
رفرنس مقاله
Hao Zhang, Jingyuan Wang, and Feng Luo,
“MILP Modeling and Optimization of Multi-Objective Three-Stage Flexible Job Shop Scheduling Problem With Assembly and AGV Transportation,”
IEEE Access, vol. 13, 2025, pp. 22543–22567.*
DOI: 10.1109/ACCESS.2025.3394721


{kind=link}
بدون نظر